Phenomena that affect quality, precision, and efficiency
Heavy cutting cannot be done.
Machining accuracy is insufficient.
The spindle stopped due to a damaged tool.
Machined surface is not good.
A dent was made.
There is considerable jolting of a tool.
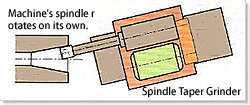
Work is done on the machine, requiring only a short stoppage.
Our technical experts perform efficient work by using our spindle taper grinder.
Work schedule: 1 day (standard) However, it depends on the degree of a dent and damage.
We support vertical- and horizontal-shaft equipment as well as other manufacturers’ products.
Satisfactory results
Phenomenon
Machine type
Before grinding
After grinding
Entrance
300 position
Entrance
300 position
Jolting of the spindle is significant.
Vertical machining
16
80
3
7
The taper dose not fit well.
Horizontal machining
7
45
2
5
The spindle hit the workpiece.
Other manufacturer’s boring & milling machine
13
60
3
8
Spindle overload due to a tool damage
Plano milling machine
50
50
2
6
Restoring operation
Boring and milling machine
20
70
1
4
Conditions For the horizontal type, the distance between the table top and spindle center is 585 mm. For the vertical type, the distance between the table top and the spindle nose is 700 mm. Supported tapersNational taper No. 50/60 Morse taper No. 5/6