A closed-loop control system for the X, Y, Z and B axes with standard 1μm linear scales and rotary scale provides
Minimal thermal displacement of spindle head
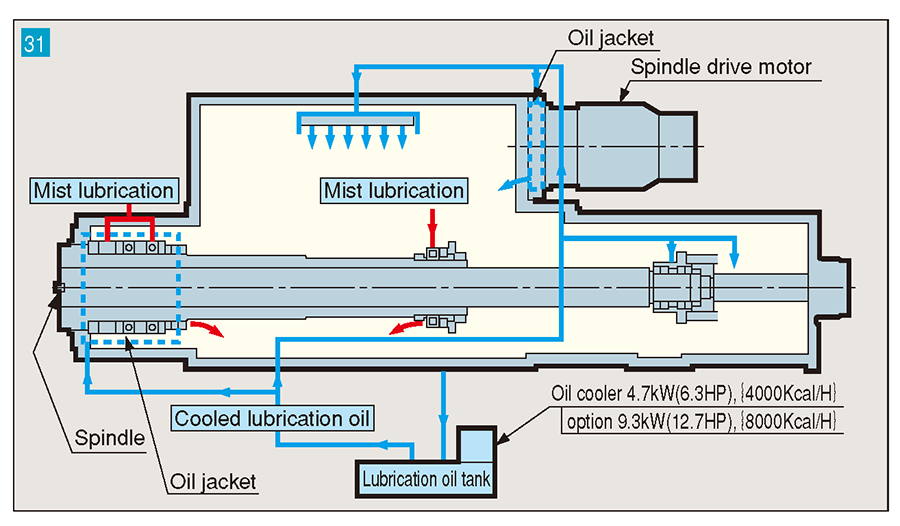
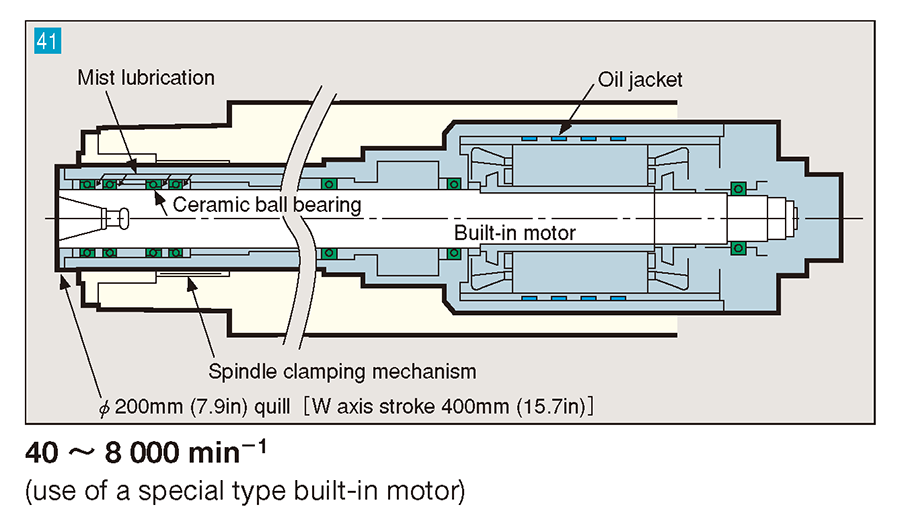
Use of an oil jacket and constant lubrication air mist volume for stabilized high accuracy cutting operations. Spindle bearings constant mist lubrication
Easy operation
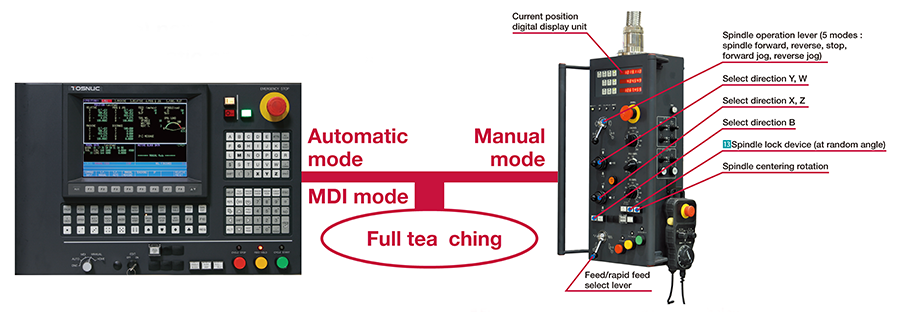
Manual operations relating to machine movements are separate from the NC operation unit and centrally arranged on the pendant operation box. Manual machining operations can be performed smoothly
CNC system TOSNUC 999
High-Performance CNC controller
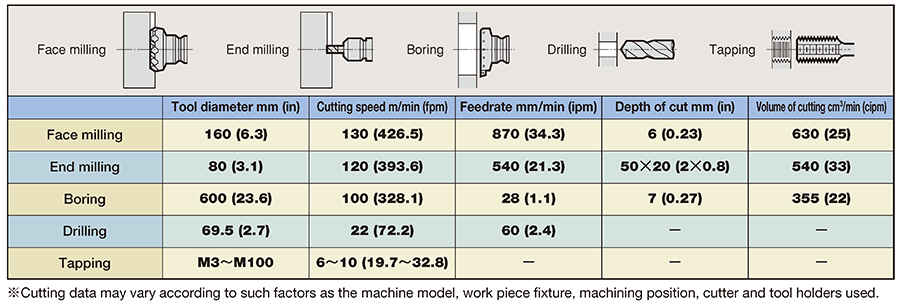
A newly developed spindle for optimum high speeds, assurance of high accuracy and heavy duty machining.
A newly developed spindle for optimum high speeds, assurance of high accuracy and heavy duty machining.
Minimal thermal displacement of spindle head
Use of an oil jacket and constant lubrication air mist volume for stabilized high accuracy cutting operations. ・Spindle bearings constant mist lubrication
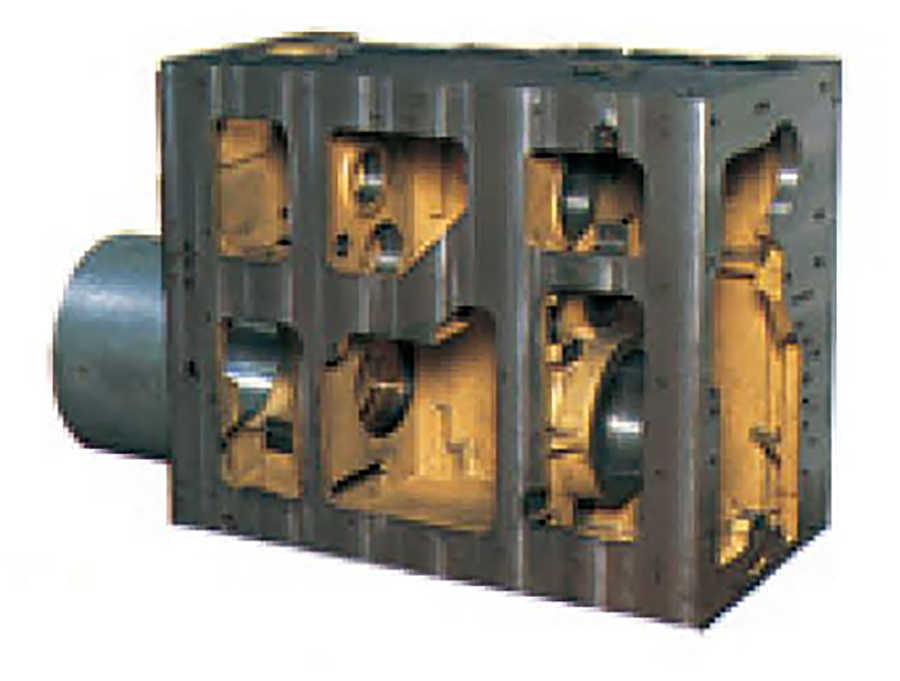
Hardened and ground spindle
In addition air-oil mist over-sized spindle bearing, the entire unit is nitrided, hardened and precision ground to assure accuracy over the life of the machine.
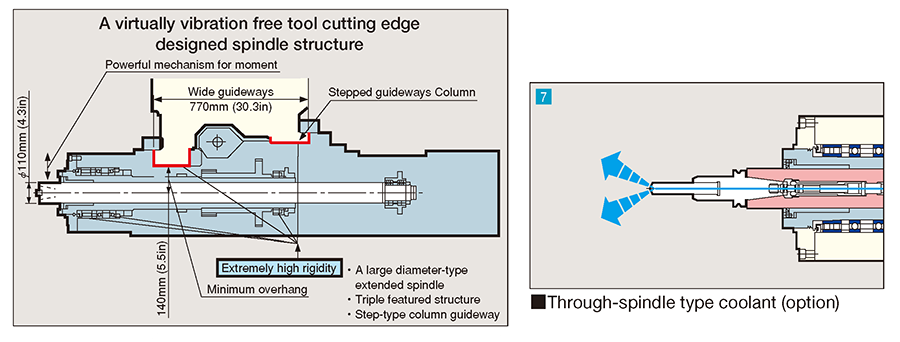
Step-type column guideways
Extra wide guideways that withstand the cutting force moment for assuring powerful machining with virtually no thermal displacement.
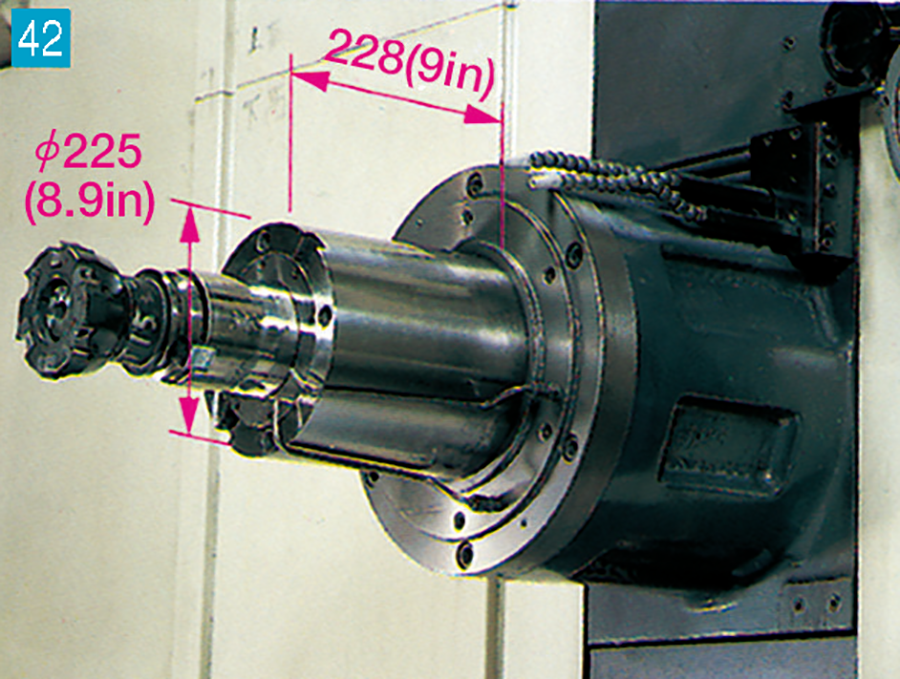
Spindle construction designed for deep hole boring
Spindle designed with extremely rigid, long-span type bearings and an automatic spindle end clamp for increased cutting force and positioning not found on other machining centers.
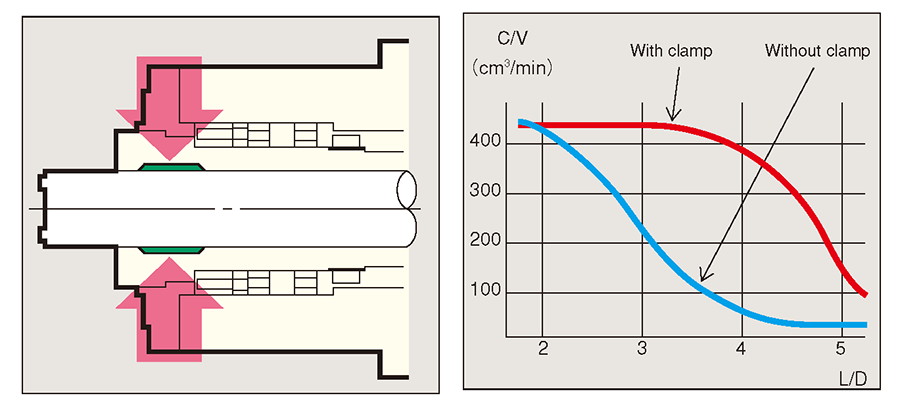
Automatic spindle clamp (pat. pending)
This new clamping mechanism greatly increases the cutting force. Additionally, the spindle can be NC positioned at any location over its entire extension.
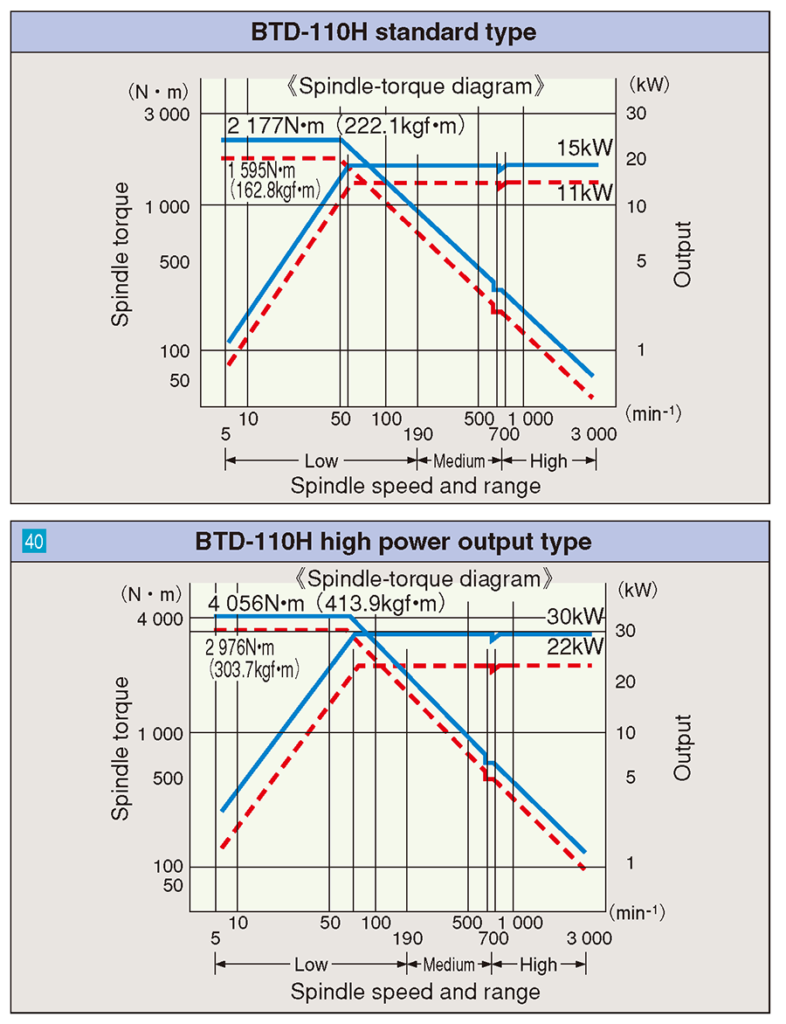
Spindle variations
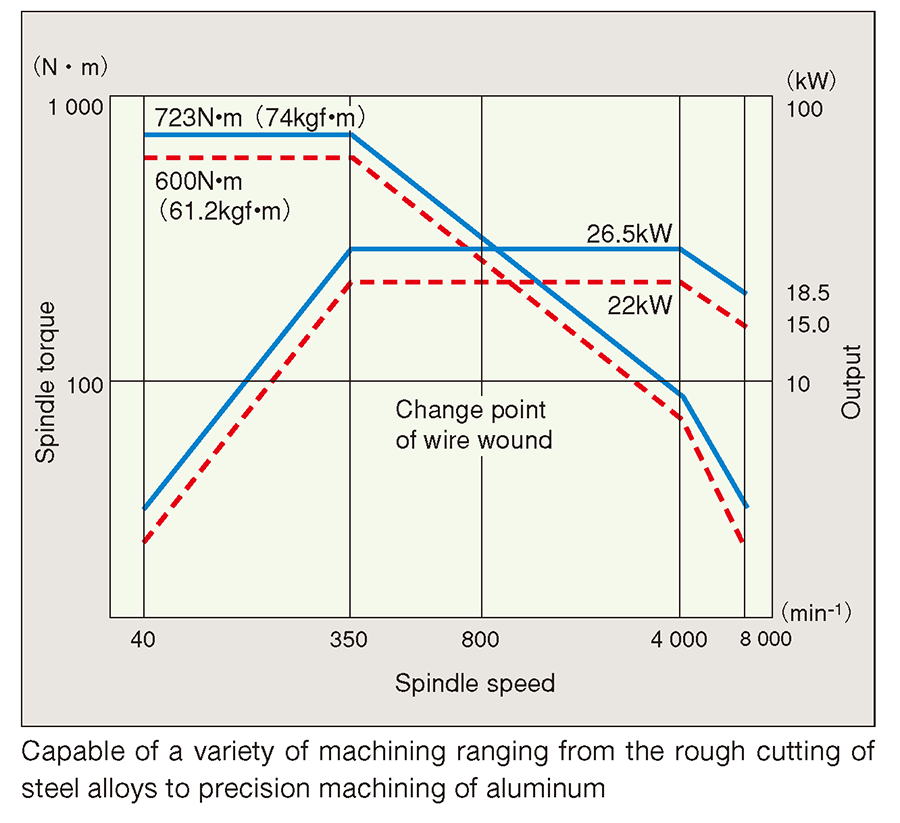
Spindle-torque diagram
High speed spindle (option)
High speed, high torque spindle
Minimal thermal displacement
BTD-110 standard type spindle thermal displacement after 7 hours of continuous no-load operation in a temperature controlled room at 1000 min-1. X-axis direction : -1 μm (-0.04 μin) Y-axis direction : -14μm (-0.55 μin) Z-axis direction : 23μm (0.91 μin)
Spindle normal direction control ((spring necked turning)) (option)
Composite machining of any shape such as cutoff and hale type finishing on an arc or along a straight line on any plane is possible with this C axis spindle control. Simpletype programs and tooling available for the machining of complex seal surfaces on the slots of such workpieces as vacuum devices.
Long nose type spindle head (option)
A long spindle head nose allows easy access to the workpiece, assuring stabilized accuracy even during heavy-duty machining operations. (The spindle extension is 500 mm (19.7 in) same as standard.)
Note : Detailed of option specifications to be decided at a separate meeting
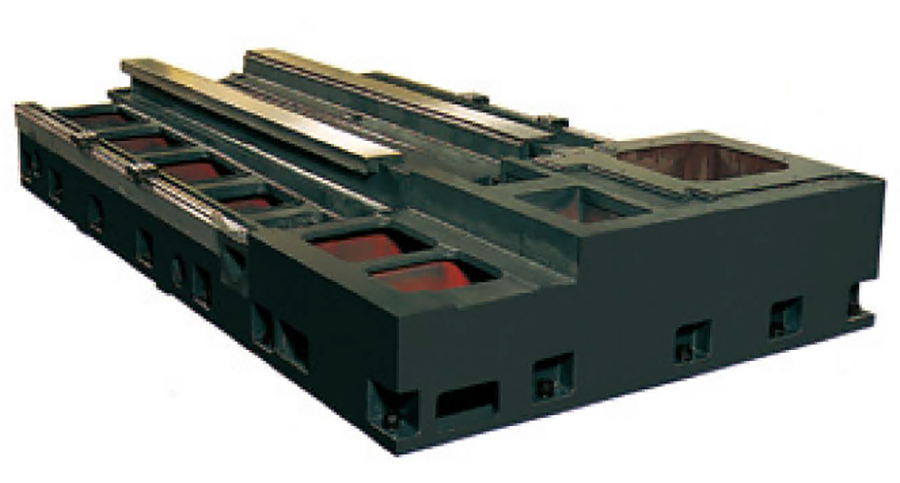
Precision made structural components.
Set-up compensation function (option) eliminates manual workpiece centering!
All major components are made of topgrade casting in a design based on fundamental machine tool building concepts. These slideways are also hardened and ground.
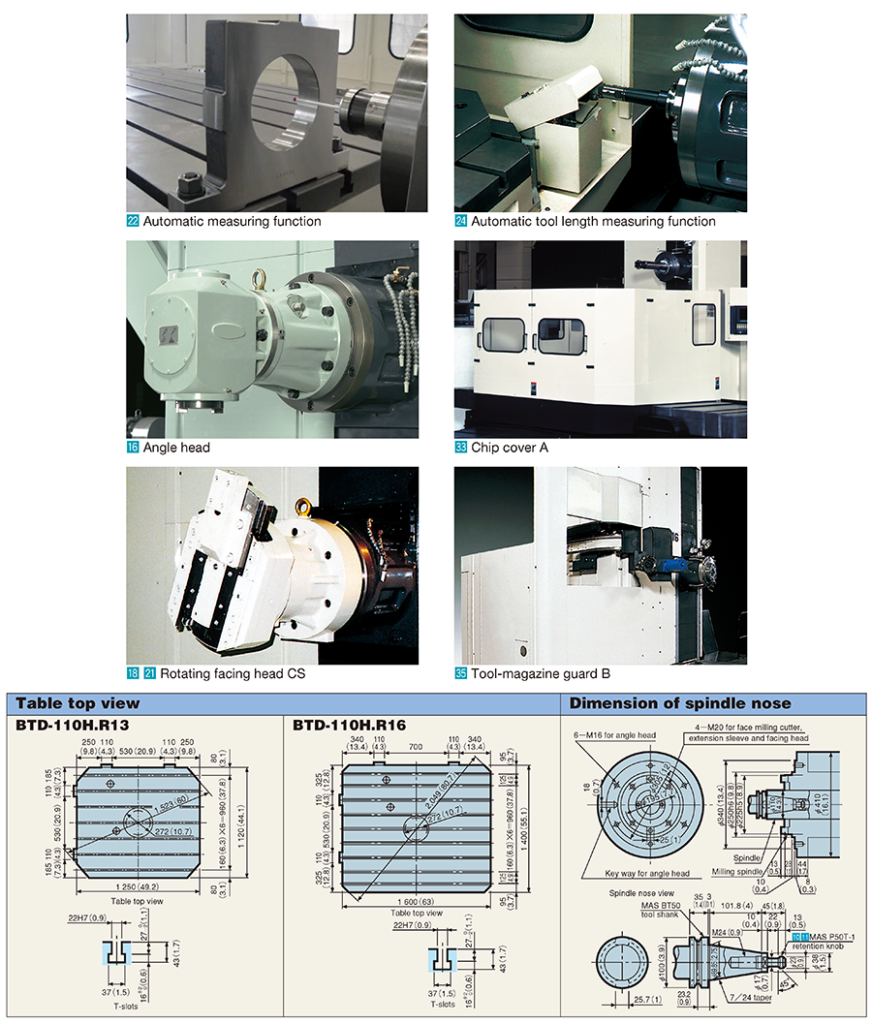
Spindle head
Improved access of the machine to the workpiece by employing a nose type spindle head construction which also assures stability during heavy-duty cutting operations.
Bed
Rigidity is a must for the bed supporting the entire machine. Sturdy and 4-way guideway construction of the bed assures high accuracy, rigid support.
Saddle
The saddle is structurally designed and built to assure maximum straightness and paral-lelism of crosswise and longitudinal move-ments of the table.
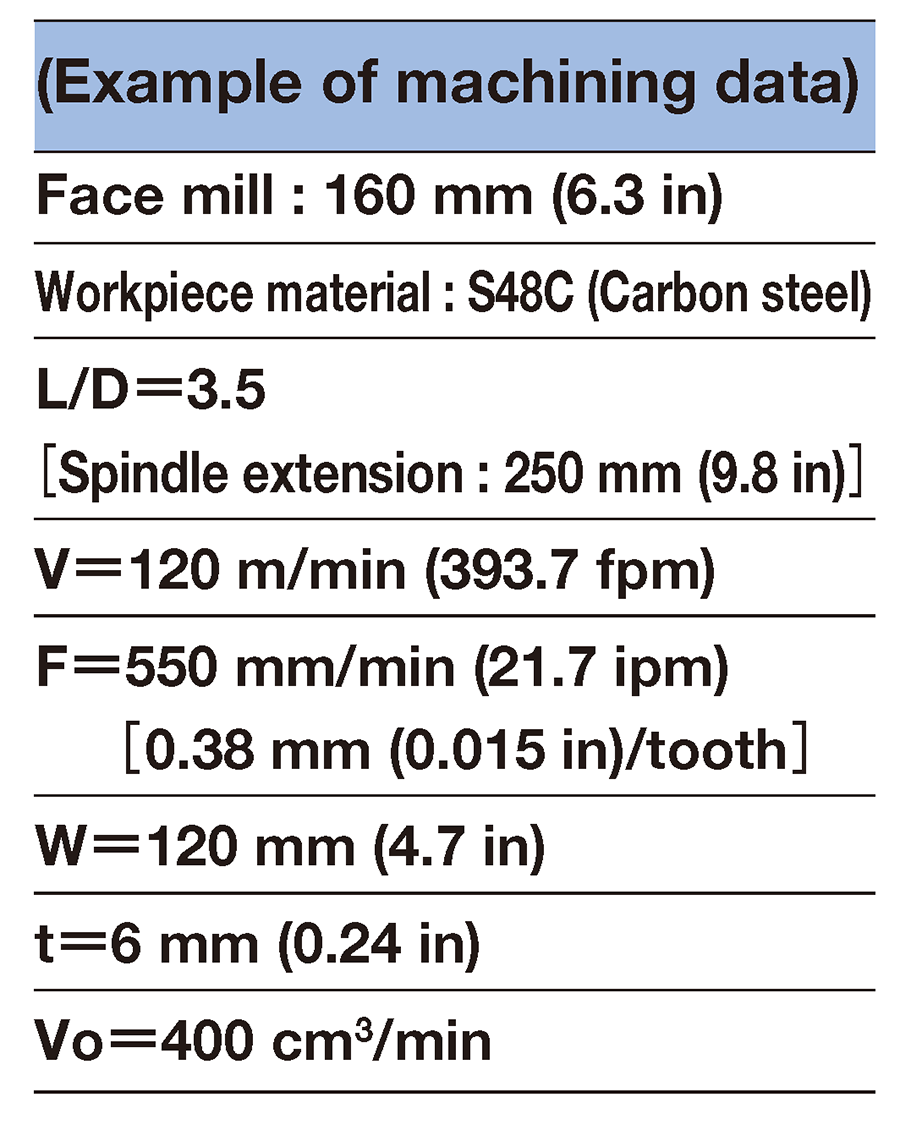
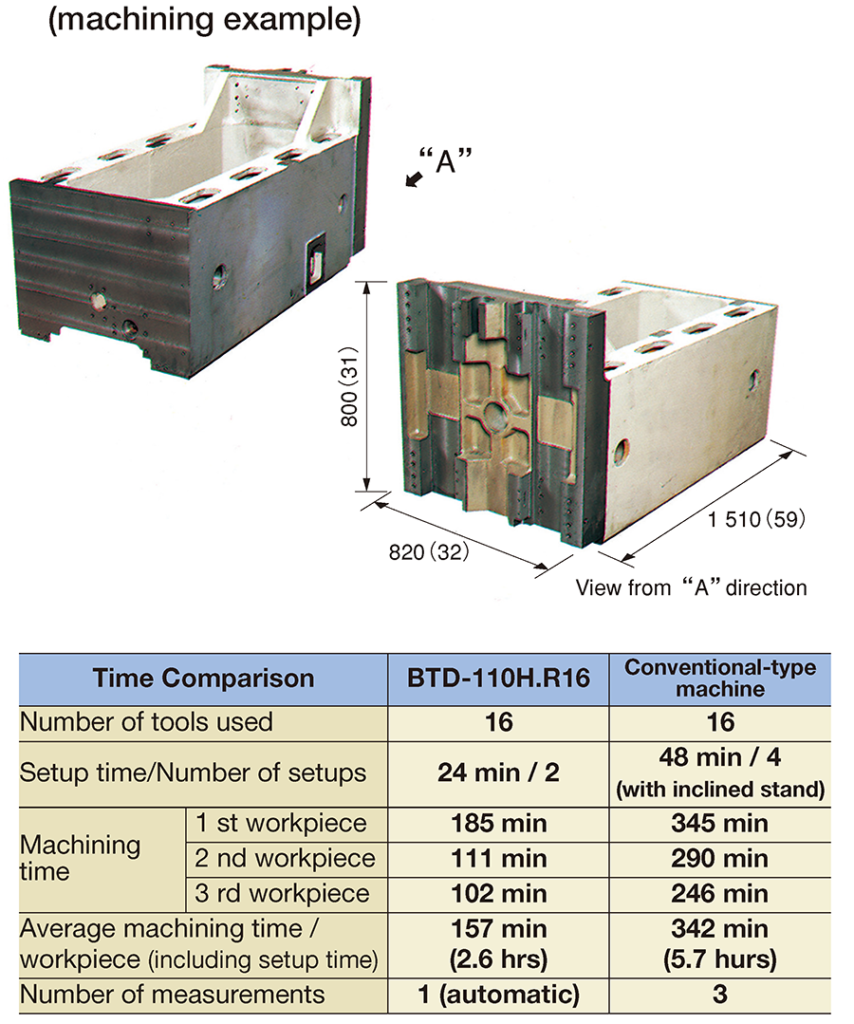
L/D=3.5 Heavy cutting
Example of machining data, material : AISI 1055 (Carbon steel)
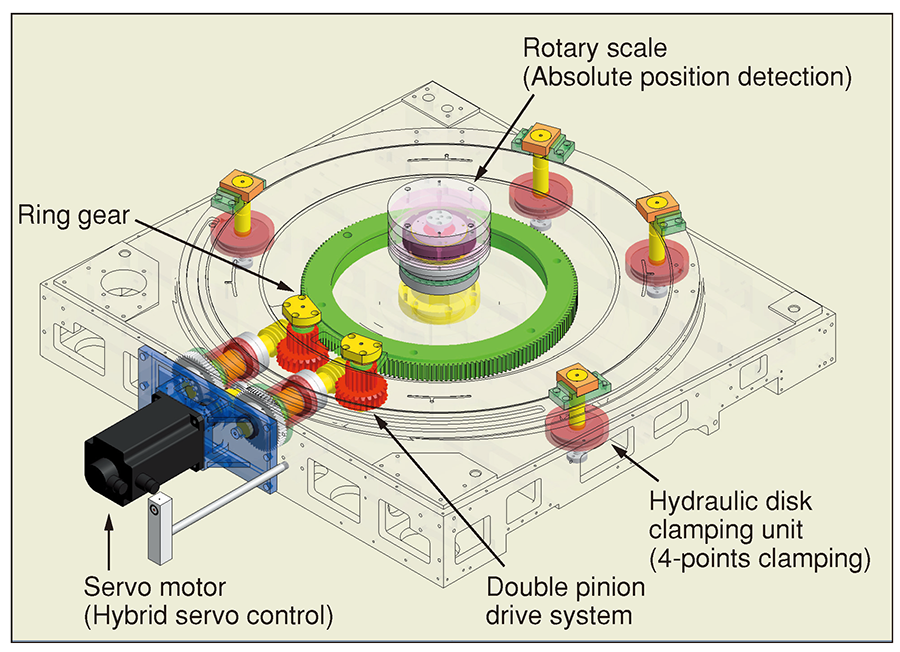
High speed precision machining is achieved through the use of a new B-axis drive mechanism (pat. pending).
B-axis positioning time: 14 sec. (0°~90°indexing), 37 sec. (0°~360°indexing) The revolutionary type of clamp is standard with a highly rigid double pinion-type drive system and rotary scale for stabilized precision table indexing.
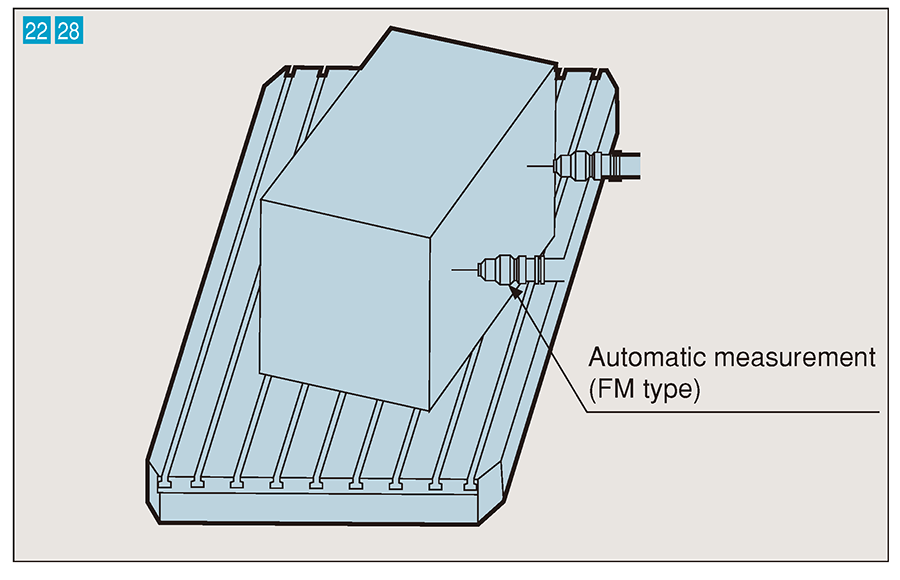
Set-up compensation function (option) eliminates manual workpiece centering!
After placing workpiece on a suitable location on the table surface, workpiece paralleling is simply completed by the automatic measuring and recording of workpiece position dimensions which is then used to precision index the table. Table will then be precision indexed to bring it in parallel with the X axis.
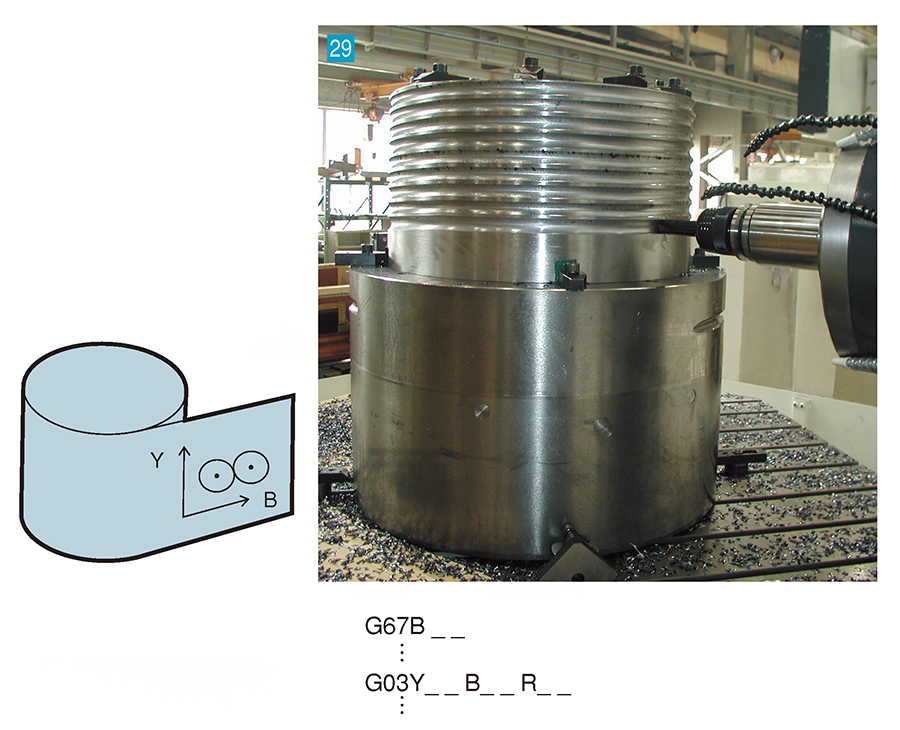
Efficient NC rotary milling (option)
Cylindrical and end surfaces can be machined continuously by the B-axis continuous indexing function, eliminating the need for an optional independent-type NC rotary table. Cylindrical surface machining is easily programmed in the manual programming by the cylindrical interpolation function
Improved machining efficiency due to easier operation
TOSNUC999
TOSNUC999(Triple nine) permits quick switching between manual, MDI and Automatic operation modes.
Customizing keys
1.Memorize a series of input operations beforehand in one of the special keys and press these keys to execute operations continuously. 2.Memorize a combination of NC standard displays such as main, sub and window displays in one of the special keys. By pressing these keys it displays the combination memorized.
Supporting both USB flash drive and compact flash (CF)
TOSNUC 999 is standard equipped with USB port and CF card slot in response to capacity enlargement of NC programs.
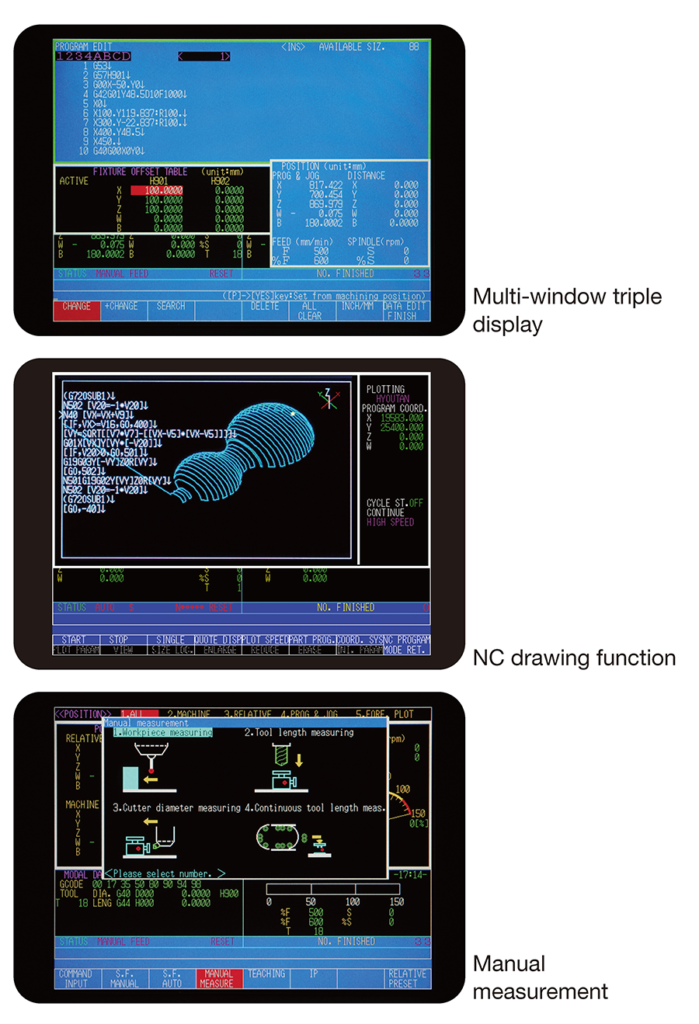
Full screen program editing function helps create an NC program easily.
Multi-window triple display The display of TOSNUC 999 can be divided into three separate screens where simultaneous display of two different programs and offset data necessary for machining is possible. Also, data entry and editing can be done separately on each screen.
Multi-editing function A new program can be easily created by referring to and utilizing a previously made program on the multi-window display.
Visual program check function (option)
During programmed operation (i.e., background operation), an NC tape image of another program can be checked graphically. After program check, relevant tool path is drawn.
Triple teaching function for simultaneous machining and NC programming (option)
TOSNUC 999 stores in its memory all data created by the operator as NC programs. Programming is very easy by combining these programs, using various teaching functions.
Manual teaching function All machining data such as tool path, spindle speed and feedrate as obtained in the manual mode are stored automatically as an NC program.
MDI teaching function When machining processes are executed one by one consecutively in the MDI mode, all such data are stored automatically as an NC program.
Auto teaching function In the AUTO or DNC mode, any data which has been modified can be fed back to the memory automatically.
Various functions shown above significantly improve operability
Manual alignment (centering) function The touch sensor or master tool comes into contact with the measured surface of a workpiece according to the interactive screen, inner and outer diameters and angle of inclination of the specific workpiece that automatically calculates set-up.
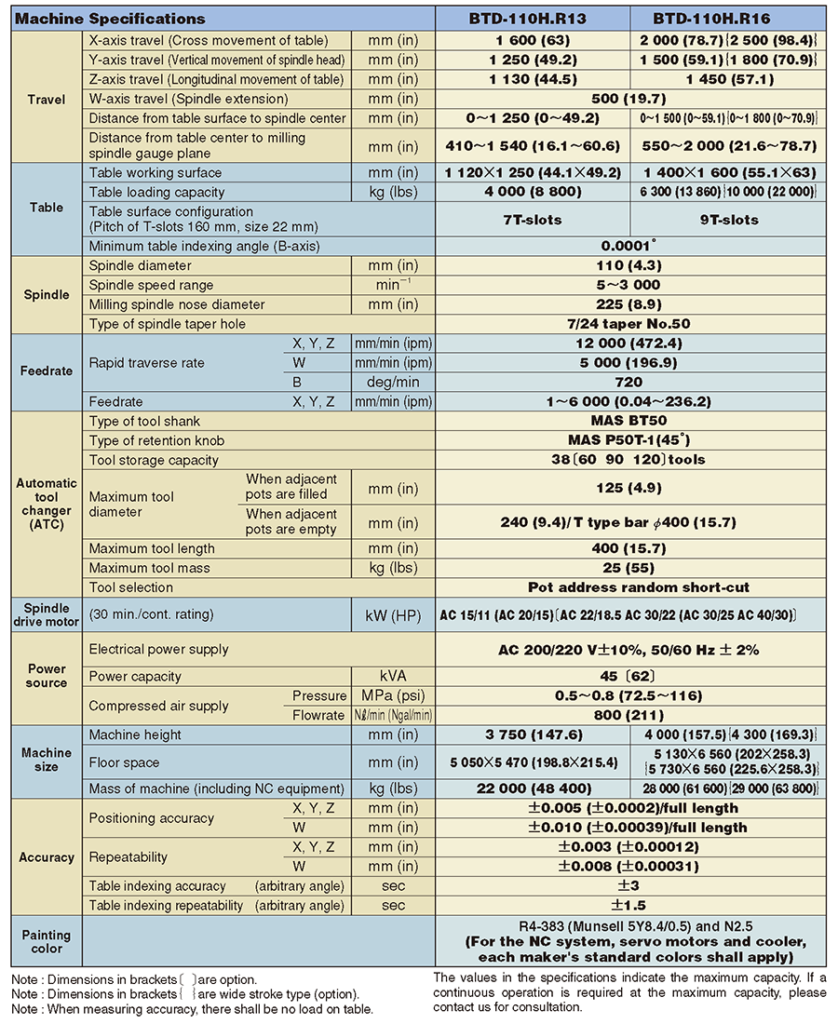
Machine Specifications
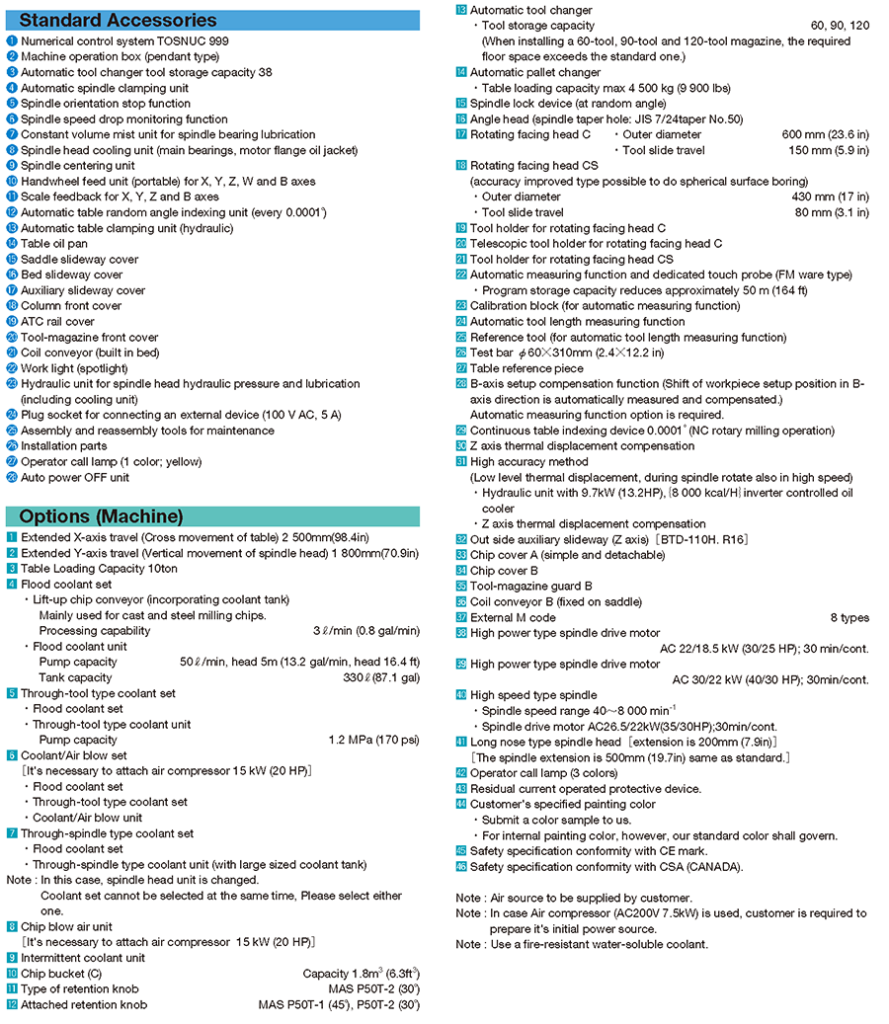
Accessories (Machine)
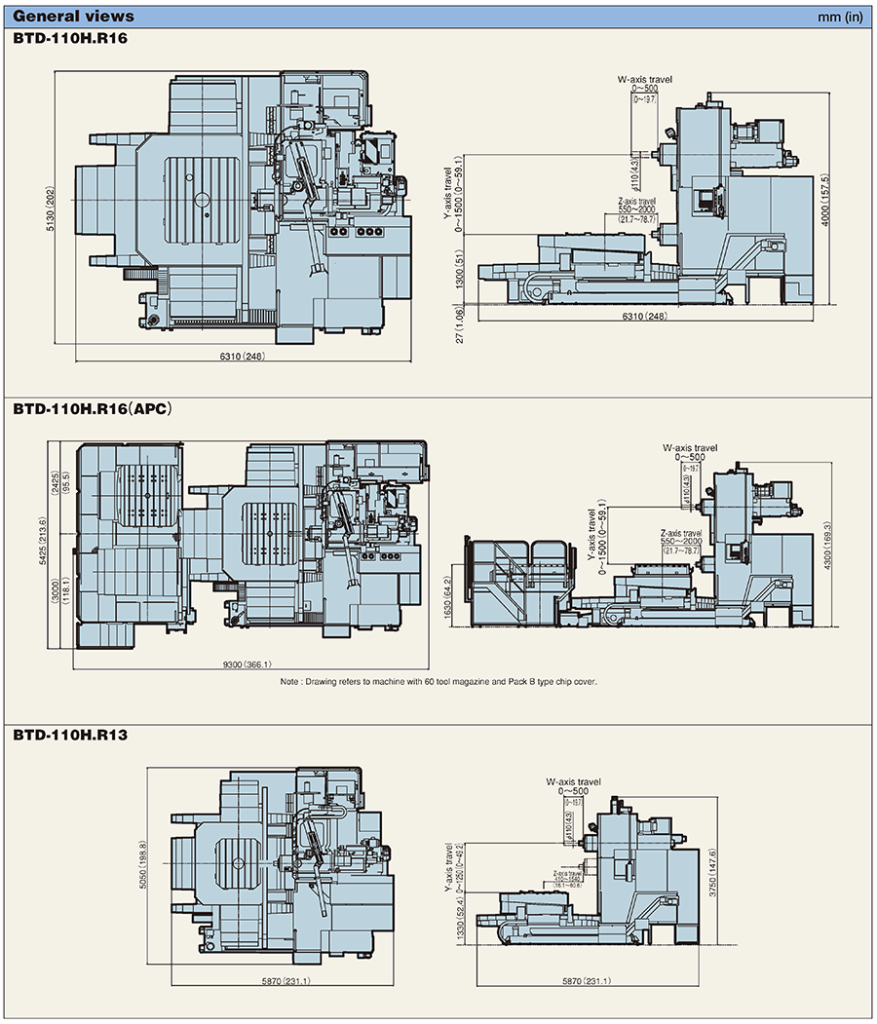
General views
Available options
CNC System Specifications TOSNUC 999
Standard Specifications
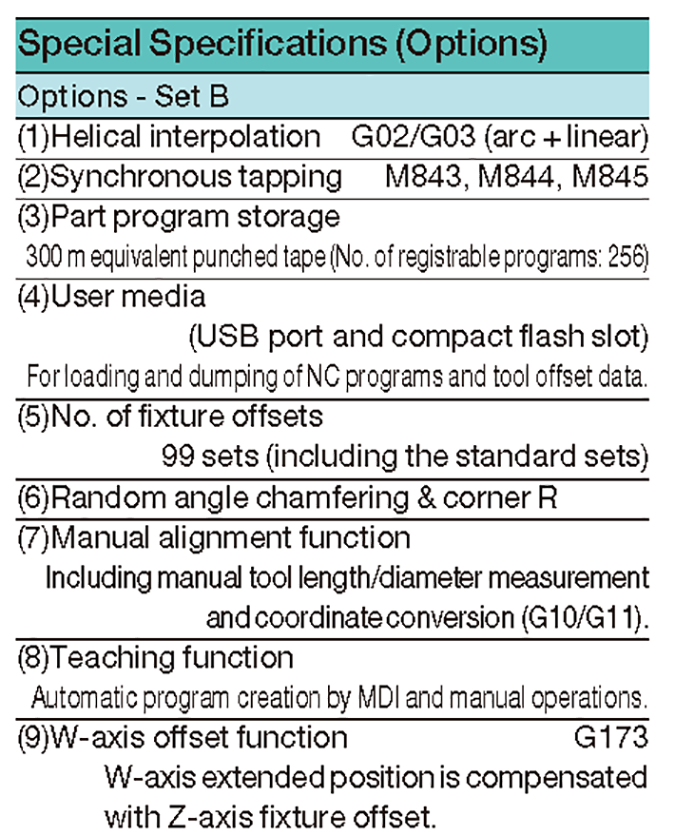
Special Specifications (Options)
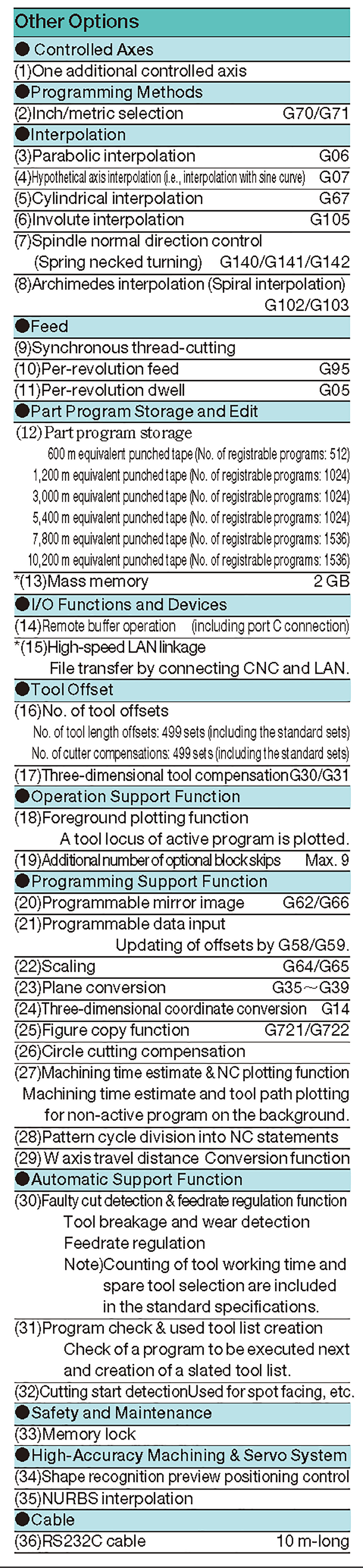
Other Options
User media (option set B)
Very useful device for managing long programs.
Pendant operation box
Manual operations relating to machine movements are separated from the NC operation unit and centrally arranged on the pendant operation box. Thus, combined NC and manual machining operations can be performed smoothly.